


 扫一扫
扫一扫



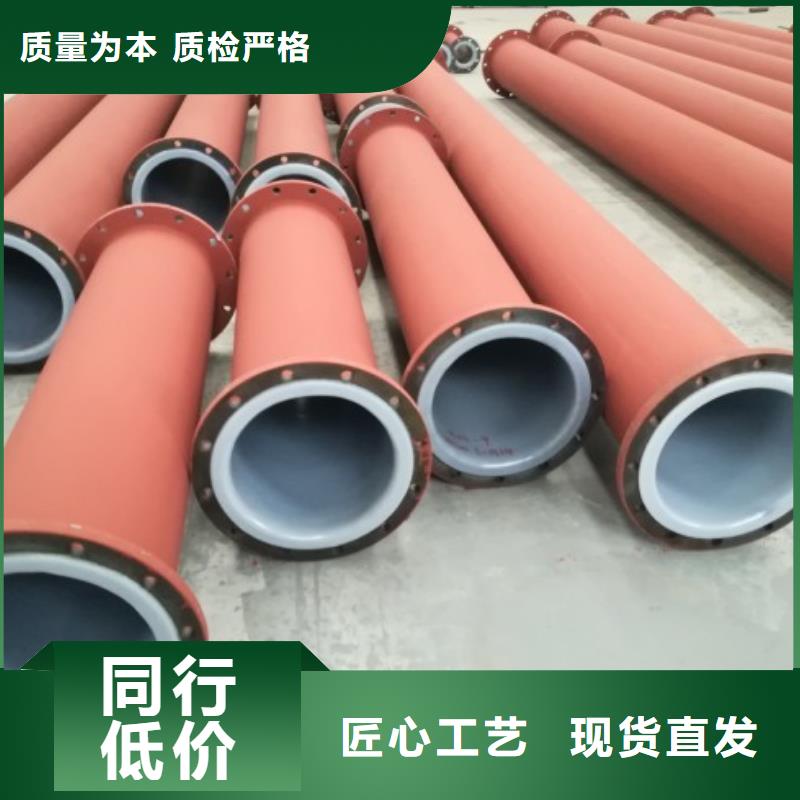
衬塑管道的滚塑介绍如下:
衬塑管道轧辊的圆周速度应控制在每分钟40转以内,但不小于每分钟2转。般来说,管径越大,速度越慢。
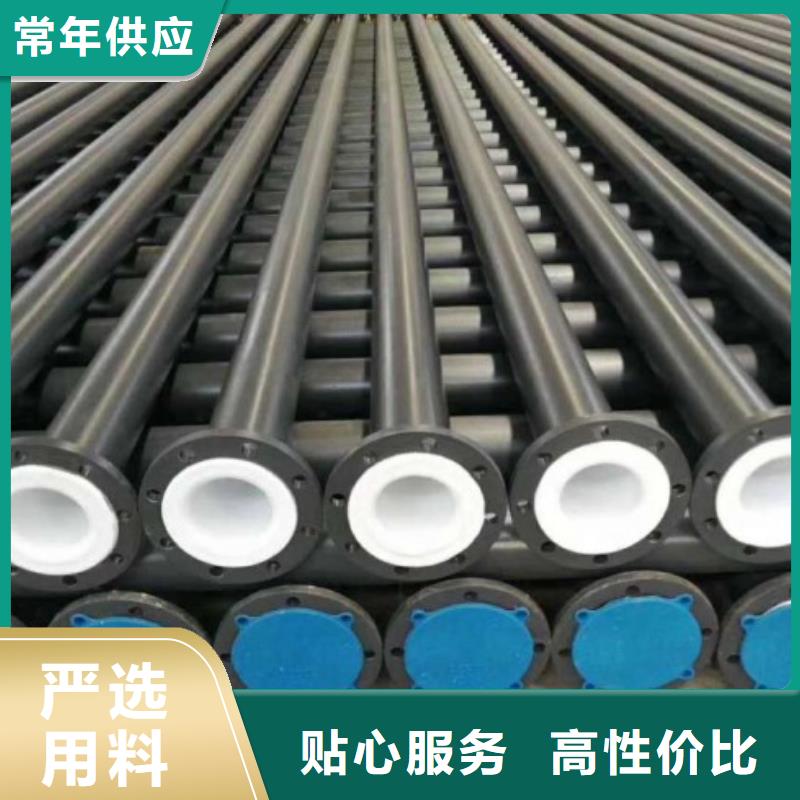
停车时,取下密封面工装后,第次找平(用冷胎压平),冷却塑料层,使密封面光亮、光滑、凝固。冷却时必须转动,防止局部温度过高和流量过大影响使用和美观。
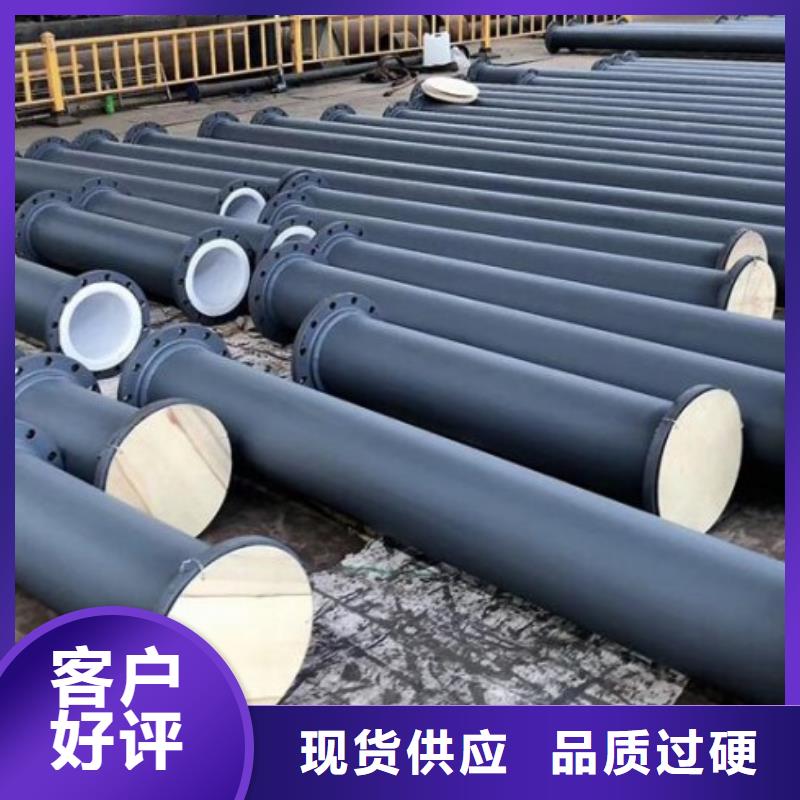
法兰角等厚处可采用湿布、喷淋等方法在外部快速冷却。局部冷却速度不宜太快,冷却水不宜接触衬板,防止衬板收缩过大,造成分层或剥离。时间般不超过2min,轧制机架上的转速应小于30RPM。









纵横机械制造有限公司始终坚持“诚信为根,共同成长”的发展观,十余年的勤奋与执着树立起了良好的企业形象和行业口碑,现已拥有一支技术力量雄厚、技能过硬、懂市场爱客户的 海东不锈钢衬塑管、人才队伍,能随时随地为客户提供更多面、更便捷的服务,与全国各地诸多 海东不锈钢衬塑管、客户建立了长期友好的合作关系。
技术支持:cnwbgg.com